螺旋钢管生产厂家快节奏生产模式
螺旋钢管生产厂家快节奏生产模式螺旋钢管生产厂家快节奏生产模式马钢四钢轧一号转炉大修,公司铁水资源出现富足,铁水再次涌向马钢长材事业部。本月13日,长材事业部开启了长达11天的满负荷、快节奏生产模式。
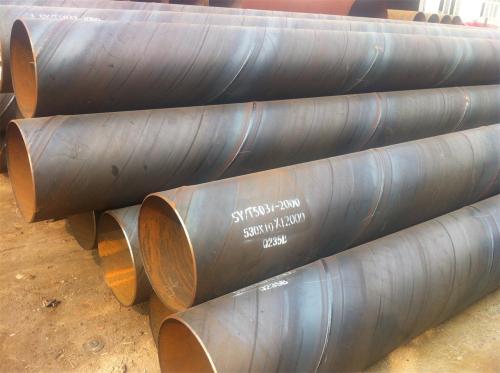
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
日产钢1.2万吨以上,炼钢生产连续11天处于满负荷、快节奏状态,生产线上的每一个环节不能有丝毫差错,对设备、人员都是极大考验。马钢长材事业部11日召开的放量生产动员会上,事业部领导对再次放量生产进行了周密部署,要求全体职工强化大局意识,弘扬拼搏精神,精心操作,以较高的工作质量完成此次满负荷生产任务。要求炼钢区域全体职工抓住机遇炼好钢,让每一吨铁水转化为优质钢材。各分厂、车间、职能室负责人要勇于担当作为,眼睛向内查找不足,做工作细致到位,带好队伍,干出成绩。炼钢区域领导再次向本区域各级管理人员提出了每天“五个一”的要求。即:帮助岗位工友做一件事;与一位职工谈心交流;在现场发现一个问题;在岗位解决一个问题;回家后思考一个问题。

满负荷生产模式启动后,管理和工程技术人员深入生产一线,跟班服务,抓安全管理,加强生产运行和设备状况监控,做好生产衔接和事故应对,为满负荷生产保驾护航。制造室与公司制造部和营销室对接,精心安排每天的钢种结构,优化炉机匹配组合,按班产62炉的目标组织生产,既保消化掉富余铁水,还要保完成铁钢比指标;供料部门优化废钢供料结构,为行车高效配料提供方便;设备部门加强设备点检维护,为满负荷生产提供设备保障;炼钢工序精心操作,控制好出钢温度,加强转炉炉况监护,见缝插针,间歇优化补炉,确保生产节奏,杜绝各类事故的发生。精炼分厂强化钢包滑板热装时间和质量,确保钢包周转数量有序投入;精炼工序对每一炉进站钢水进行精细呵护,为下道工序提供合格钢水。四台连铸机强化操作质量,保拉速、保全流、降事故;行车运转等辅助工序全力为主线提供高效服务。
螺旋钢管如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,最终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。